提升不锈钢法兰焊接质量的方法
不锈钢法兰内部质量的检验就是检查不锈钢法兰本身的内在质量,是外观质量检查无法发现的质量状况,它既包含检查不锈钢法兰的内部缺陷,也包含检查不锈钢法兰的力学性能,而对重要件、关键件或大型不锈钢法兰还应进行化学成分分析。由于不锈钢法兰制成零件后,在使用过程中其受力情况、重要程度、工作条件不同,其所用材料和冶金工艺也不同,因此不同的部位依据上述情况并按照本部门的要求将不锈钢法兰分出类别,不同的部门,不同的标准对不锈钢法兰的分类也是不同的。
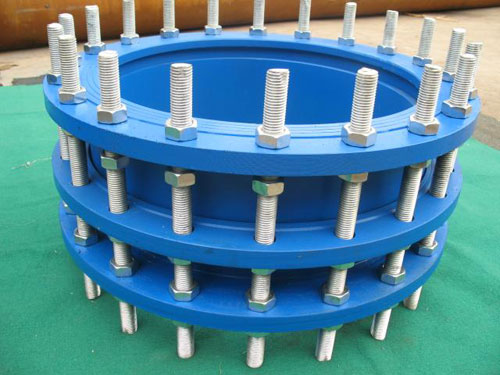
不锈钢法兰上有孔眼,可穿螺栓,使两法兰紧连,法兰间用衬垫密封。不锈钢法兰标准确定法兰尺寸时,知道法兰的公称直径与公称压力,不锈钢法兰上有孔眼,可穿螺栓,使两法兰紧连,法兰间用衬垫密封。不锈钢法兰的加工方法很多,针对不同的客户来制定加工方式,加工时也要针对不同的材质来采取方式方法。不锈钢法兰的生产工艺与小口径法兰全部不同,因为它的口径大,加工时需要进行对接或者拼接方法进行加工,因为生产的口径不同,所以加工方法也是不同的。不锈钢法兰的加工方式是由客户所定的尺寸来选择加工方式的。
下面,来讲讲提升不锈钢法兰焊接质量的方法
一、不锈钢法兰在提升不怕蚀性和焊接性方面,适当增加稳定元素Ti、Nb、Mo等的加入,其焊接性优于铬不锈钢法兰。当使用相同类型的铬不锈钢法兰电时,应在焊接后200°C或愈高温度和800°C温度下预热和回火。如果无法进行热处理,则应使用不锈钢法兰管电。
二、不锈钢法兰管件,普遍应用于化工、化肥、石油、机械制造业。
三、为防止法兰盖被热和腐蚀眼睛,焊接电流不宜过大,小于20%的碳钢焊条,电弧不宜过长,不怕寒性不错,窄缝焊接为宜。
四、电在使用过程中应保持干燥。钛钙型在150℃下干燥1小时,低氢型在200-250℃下干燥1小时,防止焊条皮粘油等污垢,防止焊缝含碳量增加,影响焊接质量。
五、不锈钢法兰管件反复加热,析出碳化物,降低了蚀性和机械性能。
六、铬不锈钢法兰焊接后的淬透性美标法兰盘大,易开裂。如果使用同一类型的铬不锈钢电进行焊接,焊接后需要在300°C或愈高温度下预热,并在700°C左右缓慢冷却。如果无法对焊工进行焊后热处理,则应使用带法兰的不锈钢管电。
不锈钢法兰半成品,在法兰本体的上方直边段的内壁有一凸台环,该凸台环上端面与法兰本体上端面平齐,该凸台环是在对不锈钢法兰毛坯件锻造时锻造出的。在堆焊时,先堆焊凸台环下方的法兰本体的内壁,堆焊好后,再将凸台环沿法兰内壁加工掉,然后再堆焊直边段的内壁。在直边段内壁处增加凸台环,增强了直边段的强度,这样,在对不锈钢法兰进行堆焊时,直边段的变形量会小或基本没有变形。堆焊好后再加工掉凸台环,也没有改变不锈钢法兰的结构和尺寸。
相关产品
|
相关新闻
|